Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Leverandør av smeltelimingsløsninger
+86-573-85032008


HDPE-film – forkortelse for polyetylenfilm med høy tetthet – er en tynn, fleksibel plastfolie laget av polyetylenharpiks med høy tetthet, en termoplastisk polymer med en tetthet som vanligvis varierer fra 0,941 til 0,965 g/cm³. Denne forhøyede tettheten, oppnådd gjennom en svært lineær polymerkjedestruktur med minimal forgrening, er det som fundamentalt skiller HDPE-plastfilm fra sine motstykker med lavere tetthet som LDPE (lavdensitetspolyetylen) og LLDPE (lineær lavdensitetspolyetylen).
De tettpakkede molekylkjedene i HDPE gir den resulterende filmen en betydelig høyere grad av krystallinitet - typisk 60%–80% - sammenlignet med 40%–55% i LDPE. Denne strukturelle forskjellen oversettes direkte til en hardere, stivere, mer kjemisk motstandsdyktig og mindre permeabel film. Imidlertid er HDPE-film generelt mindre gjennomsiktig og mindre fleksibel enn LDPE-film, og derfor er valget mellom polyetylenfilmkvaliteter alltid en avveining basert på de spesifikke kravene til applikasjonen.
En vanlig illustrasjon av disse forskjellene i den virkelige verden: de tynne, krøllete, ugjennomsiktige handleposene som brukes i supermarkeder er vanligvis HDPE film , mens strekkfolie som brukes i pallemballasje er LLDPE, og myke brødposer er vanligvis LDPE. Hver utnytter de mekaniske og optiske egenskapene som er unike for dens molekylære arkitektur.
Å forstå egenskapsprofilen til polyetylenfilm med høy tetthet er avgjørende for ingeniører, emballasjedesignere og innkjøpsfagfolk som velger materialer for krevende bruksområder. Følgende tabell oppsummerer de viktigste ytelsesegenskapene:
| Eiendom | Typisk verdi/område |
| Tetthet | 0,941–0,965 g/cm³ |
| Strekkstyrke (MD) | 20–35 MPa |
| Forlengelse ved brudd | 100–600 % |
| Vanndampoverføringshastighet (WVTR) | 0,3–1,0 g·mil/100 in²·dag |
| Oksygenpermeabilitet | Lav (bedre enn LDPE) |
| Driftstemperaturområde | -50°C til 120°C |
| Kjemisk motstand | Utmerket (syrer, alkalier, løsemidler) |
| UV-motstand (ubehandlet) | Dårlig - krever stabilisatortilsetninger |
| Resirkulerbarhet | Ja — harpiksidentifikasjonskode #2 |
| Dis / klarhet | Høy dis – vanligvis ugjennomsiktig til gjennomskinnelig |
En av HDPE-filmens mest verdsatte egenskaper er dens eksepsjonelt lave fuktighetsdampoverføringshastighet, som overgår LDPE-film med tilsvarende tykkelse med en betydelig margin. Denne fuktbarriereytelsen er kritisk i matemballasje, konstruksjonsdampbarrierer og landbruksdekkefilmer. Dens motstand mot et bredt spekter av kjemikalier - inkludert konsentrerte syrer, baser, alkoholer og mange organiske løsningsmidler - gjør det også til et standardvalg for industriell inneslutning og foring.
Den ene betydelige begrensningen for umodifisert HDPE-film er dens mottakelighet for ultrafiolett nedbrytning. Uten tilsetningsstoffer til UV-stabilisatorer forårsaker langvarig utendørs eksponering kjedeklipp i polymerryggraden, noe som fører til sprøhet, kritting og tap av strekkegenskaper i løpet av måneder. Alle HDPE-filmer av utendørskvalitet – inkludert geomembraner, landbruksfilmer og byggeplassdekker – må inneholde carbon black (vanligvis 2 %–2,5 % i vekt) eller UV-absorberende hindret amin lysstabilisator (HALS) pakker for å oppnå akseptabel levetid.
HDPE plastfilm produseres hovedsakelig ved to ekstruderingsbaserte prosesser: blåst filmekstrudering og støpt filmekstrudering. Hver metode produserer filmer med distinkte egenskaper, og valg av prosess avhenger sterkt av sluttbrukskravene.
I blåsefilmprosessen smeltes HDPE-harpikspellets i en skrueekstruder og tvinges gjennom en ringformet dyse for å danne et kontinuerlig rør av smeltet plast. Trykkluft injiseres deretter inn i midten av røret, blåser den opp til en boble - typisk 2 til 4 ganger dysens diameter. Boblen blir samtidig avkjølt av en luftring og trukket oppover av nip-ruller på toppen av tårnet, som kollapser den til en flat, dobbeltlags film som vikles på ruller.
Ekstrudering av HDPE-film krever nøye prosesskontroll fordi HDPEs smale prosessvindu og høye smeltestyrke krever presis temperaturprofilering, styring av sprengningsforhold og stabilitet i frostlinjens høyde. Den biaksiale orienteringen som gis under bobleoppblåsing forbedrer balanserte mekaniske egenskaper i både maskinretningen (MD) og tverrretningen (TD), noe som gjør HDPE-blåst film sterkere og mer punkteringsbestandig enn støpt film med tilsvarende tykkelse. Det store flertallet av kommersielle HDPE-filmer - handleposer, vareposer, produksjonsrulleposer og industrielle foringer - produseres via blåst filmekstrudering.
Ved ekstrudering av støpt film ekstruderes smeltet HDPE gjennom en flat spalteform på en raskt roterende, avkjølt kromrull, hvor den bråkjøles nesten øyeblikkelig. Den raske avkjølingshastigheten undertrykker krystallinitetsutviklingen, og produserer en film med høyere klarhet, en blankere overflate og tettere tykkelsestoleranser sammenlignet med blåst film. Støpt HDPE-film gir også mulighet for høyere produksjonshastigheter og enklere co-ekstrudering med andre polymerer for å danne flerlags barrierefilmer.
Avveiningen er at støpt HDPE-film hovedsakelig er orientert i maskinretningen, noe som gjør den svakere i tverrretningen og mer utsatt for å rives langs MD. For applikasjoner der optisk klarhet eller dimensjonell presisjon er kritisk – for eksempel medisinsk emballasje eller lamineringssubstrater – foretrekkes ofte støpt HDPE-film til tross for høyere kostnad per kilogram produksjon.
Ikke all HDPE-film er den samme - harpiksvalg og tilsetningsformulering påvirker den endelige filmens ytelse dramatisk. Nøkkelvariabler inkluderer smeltestrømindeks (MFI), molekylvektsfordeling og den spesifikke tilsetningspakken som er inkorporert under blanding.
Høydensitetspolyetylenfilms kombinasjon av fuktbarriereytelse, kjemisk motstandsdyktighet, mekanisk seighet og lave kostnader har gjort den til en av plastfilmene med høyest volum produsert globalt. Dens applikasjoner spenner over praktisk talt alle større bransjer.
HDPE-emballasjefilm er det dominerende materialet i detaljhandelsbag- og varepossegmentet globalt. T-skjorteposer, flate poser, rulleposer og avishylser er nesten universelt laget av blåst HDPE-film i tykkelser fra 8 til 25 mikron. Ved disse målerne gir HDPE-film tilstrekkelig styrke og rivebestandighet til en lavere basisvekt enn konkurrerende materialer – noe som betyr flere poser per kilo harpiks, noe som direkte reduserer kostnadene per enhet. HDPE brukes også som et komponentlag i flerlags koekstruderte emballasjestrukturer, der det fungerer som en fuktbarriere eller varmeforseglingslag sammen med EVOH oksygenbarrierefilmer.
Landbruks-HDPE-filmapplikasjoner inkluderer mulchfilm, ensilasjeposer, drivhusdeksler og høyballer. Svart HDPE-dekkefilm (vanligvis 25–50 mikron tykk) legges over avlingsbed for å undertrykke ugressvekst, holde på jordfuktigheten, heve jordtemperaturen og redusere utvasking av gjødsel. UV-stabiliserte formuleringer med målrettet brukstid på 1–3 vekstsesonger er standard. For ensilasjelagring kombinerer tykk-gauge svart-hvitt co-ekstrudert HDPE-film (200–250 mikron) UV-motstand fra det svarte ytre laget med varmerefleksjon fra det hvite indre laget, og bevarer gjæringskvaliteten i ensilasjehaugen.
I konstruksjon fungerer HDPE-plastfilm som fuktsikre membraner (DPM), dampkontrolllag, betongherdende plater og midlertidige beskyttende belegg. Sub-slab DPM-applikasjoner bruker vanligvis 300 mikron (1200 gauge) HDPE-film i samsvar med standarder som BS 8102 eller ASTM E1745. Filmens ugjennomtrengelighet for jordfuktighet hindrer oppstigende fukt fra å trenge inn i gulv og vegger, og beskytter strukturelle elementer og innvendige finisher. Punkteringsmotstand er en kritisk spesifikasjon i denne applikasjonen, siden filmen må overleve fottrafikk og armeringsjernkontakt under betongplassering uten å utvikle hull i hull.
Tykk-gauge HDPE-geomembranfilm (0,5 mm til 3,0 mm) er det foretrukne foringsmaterialet for fyllceller, utvaskingsputer for gruvehauger, avløpsvannbehandlingsdammer og sekundære inneslutningsbermer. Dens motstand mot et bredt spekter av sigevannkjemikalier, dens sveisbarhet og dens lave permeabilitet gjør den teknisk og økonomisk overlegen komprimerte leireforinger i de fleste bruksområder. Industriell HDPE-film brukes også til bunting og beskyttelse av metallspoler, maskinkomponenter og konstruksjonsmaterialer under frakt og utendørs lagring.
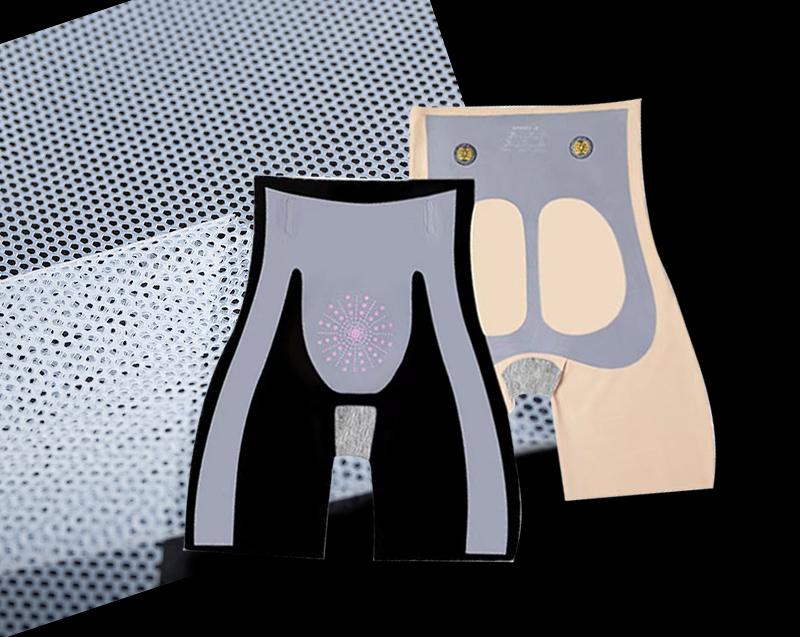
HDPE-film brukes som underlagsmateriale i engangsbleier, inkontinensprodukter for voksne og hygieneartikler for kvinner, der dens fuktighetsbarriereegenskaper hindrer væske i å trenge gjennom plaggets ytre overflate. HDPE-film av medisinsk kvalitet brukes også til sterile emballasjeposer, autoklavposer og oppbevaring av sykehusavfall. I disse applikasjonene er samsvar med matkontakt og biokompatibilitet med FDA og ISO 10993-standarder obligatorisk, noe som krever strengt kontrollerte tilsetningspakker og harpiksrenhetsnivåer.
Å velge mellom HDPE-, LDPE- og LLDPE-filmkvaliteter krever en klar forståelse av avveiningene hvert materiale gir. Tabellen nedenfor gir en side-ved-side-sammenligning av de viktigste beslutningsrelevante egenskapene:
| Eiendom | HDPE film | LDPE film | LLDPE film |
| Stivhet | Høy | Lavt | Middels |
| Strekkstyrke | Høy | Middels | Middels–High |
| Punkteringsmotstand | Bra | Moderat | Utmerket |
| Fuktsperre | Utmerket | Bra | Bra |
| Optisk klarhet | Dårlig (disig) | Bra | Moderat |
| Fleksibilitet / Mykhet | Lavt | Høy | Høy |
| Kjemisk motstand | Utmerket | Bra | Bra |
| Kostnad (relativ) | Lavt | Middels | Middels |
| Typiske applikasjoner | Poser, barrierer, liner, mulch | Brødposer, krympefilm, klem flasker | Stretchomslag, kraftige vesker, lommer |
Når hovedkravene er stivhet, fuktbarriereytelse, kjemikaliebestandighet og kostnadseffektivitet – og optisk klarhet ikke er kritisk – er HDPE-film det optimale valget. Når fleksibilitet, mykhet eller gjennomsiktighet betyr mer enn stivhet eller barriere, er LDPE- eller LLDPE-kvaliteter vanligvis overlegne. Mange moderne emballasjestrukturer løser denne avveiningen ved å koekstrudere HDPE med LDPE- eller LLDPE-lag for å blande de fordelaktige egenskapene til hvert materiale til en enkelt optimalisert filmstruktur.
HDPE-filmens naturlig ikke-polare overflate utgjør en utfordring for utskrift og limlaminering. Overflateenergien til ubehandlet HDPE-film er omtrent 30–32 mN/m, noe som er for lavt for tilstrekkelig blekk eller klebende fukting – de fleste blekk og belegg krever en minimumsoverflateenergi på 38–42 mN/m for pålitelig vedheft. Overflatebehandling er derfor et viktig trinn i alle utskrifts- og lamineringskonverteringslinjer.
Corona-utladningsbehandling er industristandard overflateaktiveringsmetode for HDPE-film. Passering av filmen mellom en høyspentelektrode og en jordet rull genererer en plasmautladning som oksiderer filmoverflaten, og introduserer polare funksjonelle grupper (hydroksyl, karbonyl, karboksyl) som øker overflateenergien til 42–50 mN/m. Koronabehandling må utføres umiddelbart før utskrift eller laminering, ettersom den aktiverte overflateenergien avtar over tid - vanligvis går tilbake til baseline i løpet av dager til uker avhengig av lagringsforhold og tilsetningsstoffmigrering til overflaten.
Størstedelen av trykt HDPE-film – handleposer, brødposer, landbruksfilmer med merkevare – produseres ved bruk av fleksografisk trykk med vannbasert eller UV-herdbart blekk. Dyptrykk brukes til høykvalitets, høyvolumsapplikasjoner der fine detaljgjengivelse og konsistent fargetetthet kreves over millioner av lineære meter. Løsemiddelbasert blekk, selv om det avtar på grunn av VOC-forskrifter, gir fortsatt overlegen vedheft på vanskelige underlag og brukes i industriell filmutskrift der regulatoriske krav tillater det.
HDPE-film har harpiksidentifikasjonskode #2, og identifiserer den som en av de mest resirkulerte plastfilmene globalt. I motsetning til flerlags komposittfilmer som er vanskelige eller umulige å resirkulere, kan enkeltmateriale HDPE-film samles inn, sorteres og bearbeides til resirkulerte HDPE (rHDPE) pellets for bruk i applikasjoner som ikke kommer i kontakt med mat, inkludert søppelsekker, landbruksfilmer, konstruksjonsmembraner og rørekstrudering.
Mange store forhandlere og supermarkeder driver returprogrammer i butikken spesifikt for HDPE-filmposer og -emballasje, og mater dedikerte filmresirkuleringsstrømmer atskilt fra resirkulering av stive HDPE-flasker. Utfordringen ved resirkulering av HDPE-film er forurensning - matrester, etiketter og laminater med blandede materialer reduserer rHDPE-kvalitet og markedsverdi. Fremskritt innen nær-infrarød (NIR) sorteringsteknologi har betydelig forbedret filmstrømmens renhet ved materialgjenvinningsanlegg (MRF-er) de siste årene, og støtter høyere inkluderingshastigheter for post-konsument resirkulert (PCR) innhold i ny HDPE-filmproduksjon.
Fra et livssyklusperspektiv er HDPE-filmens lave overflatevekt per enhet emballasjefunksjonalitet en genuin bærekraftsfordel. En typisk HDPE T-skjorteveske som veier 6–8 gram gir sammenlignbar bæreevne med alternativer som er to til fire ganger tyngre, noe som betyr at den totale polymermassen – og tilhørende karbonavtrykk – per bruk er betydelig lavere. Når kombinert med høyt resirkulert innhold etter forbruker og utrangert innsamlingsinfrastruktur, kan HDPE-film være et genuint sirkulært emballasjemateriale.


Alle rettigheter forbeholdt:Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd.

浙ICP备19016808号-1
 浙公网安备 33048202000557号
浙公网安备 33048202000557号